背 景
线束行业中我们经常会接触到端子压接工艺,也会有很多关于压接上的工艺技术方面讨论。而其中的压接压缩率(比)和截面就是经常讨论和研究的范畴:根据两者的信息,确认其压接效果是否合适,确认如何改善等等内容。关于这方面的内容,有着诸多的文章,资料和标准进行讨论和说明,因此本文也就不再涉足:
但是,是否发现以下疑问:
1. 我们经常提及和讨论的压缩比标准 70%~90%,这个范围其实是比较大的;
2. 这个数据标准在很多行业或者企业标准中有提及,却没有一个很详细的说明和强行定义。为何?要解决以上疑问,就需要了解和掌握某些相关的信息。
第一节:压缩比的定义
如 VW60330 的定义公式可知:
η=S(总压)/S(c+t)*100% 公式1
S(总压)=Sc(压)+St(压) 公式2
S(c+t)=Sc+St 公式 3
η:压缩率/比;
Sc(压):压接后的线缆导体截面积之和;
St(压):压接后的端子截面积;
Sc:压接前的线缆导体截面积之和;
St:压接前的端子截面积;
在不同的标准中,压缩比η的定义和表达的方式有所不同。比如 USCAR21 中的定义为压缩前后的变化量与最初压接前的比值。两者的关系就是两者之和等于压接前的截面积。简单地表达两个标准之间的关系,就如公式 4 一样。因此两者的核心理念是一致的;
η’=1- η---------------- 公式 4
而该标准也提及,好的压接比时从 15%~20%开始;所以后续如果有人拿着 USCAR 的标准,说压缩比要达到20%也是没问题的,这就相当于我们常说的压缩比80%的标准。
第二节:压缩比的各参数涵义
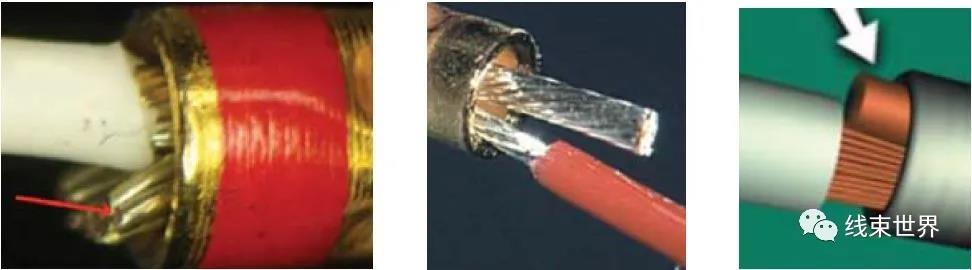
1. 截面积是针对所有压接部位的导体部分:如图 1 这样的带胶套的端子压接,在考虑时就不能考虑其胶套部分:
图(1)
2.导体部分是包含所有在这个压接点上的导体:
2.1 并线压接时,需要计算所有压接在一起的线缆导体的,而不是只考虑其中一根/款;
图(2)
2.2 有时候会遇到端子与线缆不匹配的情况,为了避免其导致的端子保持力不足,实行的一系列的办法:额外增加铜丝;导体对折后压接;单独再加一股合适的导体等。如图(3)所示。此时增加的部分是必须要考虑在其中,而这些情况,计算时却经常被忽略。
图(3)
第三节:压接材料
当前市场行业中,常见的线缆导体为铜,铝,以及合金(如铜铝合金等),而端子的材料主要以磷铜,黄铜,紫铜和铝为主;材料的变形与以下两个主要因素有关:硬度与结构;
3.1 材料硬度:众所周知,在其他条件一样的前提下,硬度较软的会先开始变形,而且其变形量会更大。同理如果两者材料硬度接近,那么变形量也会差不多。此时的公式2中S(总压)=Sc(压)+St(压)=2Sc(压)=2St(压)。所以我可得到:
Sc(压)=K*Sc
St(压)=K*St
K:压缩率,取值为 0~1;
此时公式 1 的压缩比η=K,两款物料的各自压缩比就同时分别和总压缩比时一样的。
3.2 零件结构:在微观上来看,铜丝就是圆型,而端子就是面(可以为平面,也可以为弧面)。两者开始接触变形时,在截面方向来看,铜丝受力就是一个点,而端子就是一根线。现实中的铜丝会因为材质的原因优先开始变形,而且刚开始的变形量会大于端子。随着挤压变形的增加,铜丝之间以及铜丝与端子之间的接触面会逐渐增大,则其接触面的压强开始逐渐减小,铜丝内部之间以及铜丝和端子之间的间隙也开始逐渐减小。理论空间上有 6 个面可供材料在挤压时进行塑性形变流体进行扩散,而上下左右被刀片和模具包围后,就只剩下沿着线缆轴向的前后两个面开始扩散。因此,当压接处内部间隙仍未完全排除殆尽时,应力在这几个面上相互挤压作用。直至内部间隙被完全挤压殆尽。当多股铜丝就基本被挤压变成了一股,如再继续受力,则所有的流体就都会沿着线缆轴向挤出,从而使截面积减少;
第四节:相互关系
了解和掌握了以上基本信息前提之后,才能讨论压缩比,变形,截面积,材料,压接质量,电气性能与机械性能等之间的相互关系。
在很多标准中,压接之后的截面积上不能有孔洞间隙。其原因如下:
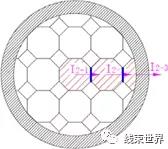
1. 电流的流动方向的。如果按照线束产品方向来看,电流就是从线端部传至压接点,再至端子上,最后到达终点。因此,在压接处的电流传输方向也就不是简单的直线式,而是”Z”型的折线式,如图 4 中的 I1→I2→I3 流动方向:
图(4)电流传输方向
而压接处的端子与线缆导体的变化也就决定了产品的电气特性:
图(5)电流I2 在压接过程中的传输变化
a. 压接前:端子和线缆导体处于开路状态,此时无电流通过;
b. 压接时:当线缆导体与端子内侧开始接触,并开始变形时,此时线缆导体中单根导体之间以及导体与端子之间有间隙。由于是低频大电流,因此电流会从核心通过最近的路线向四周通过导体接触面开始传输,如图 6中的I2-1→I2-2→I2-3路线。由于此时的导体之间的接触面还未完全,也就是电路宽度还不是最大状态(如图 6 中的蓝色线段)。此时的系统最薄弱点就是这些蓝色的接触面:电阻最大,承载电流最小。但是随着接触面变大(蓝色线段边长),其系统中能符合电流的电路宽度也在逐渐加大,因此此时的承载电流会逐渐随着接触面的变大而变大;所以压接有间隙时,其电路宽度未达到最大,则承载电流就会降低,在过相同的电流下,其温升就会更高一些;
图(6)电流I2 从导体传输到端子的路线图
c. 压接完:理论上此时,刚好内部的间隙全部都排空了,电流 I2 可以通过任意途径传向端子,此时的电路截面宽度已经达到最大值,所以其对应的承载电流也最大;
d. 过压接:当压接的截面再继续压接缩小时,则系统的电阻就增加了,此时的最大承载电流能力就开始回落。
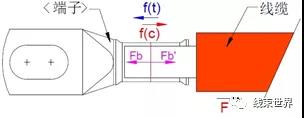
2.而同时的机械性能,截面的间隙和面积依然如此:端子与导体的保持力如公式5 所示。
图(7):端子保持力关系图
F=f+Fb 公式 5
F:端子保持力;
f(c):端子与铜丝的摩擦力;
Fb:线缆导体的拉断力;
备注:力是有方向性的;
摩擦力 f:两表面之间的摩擦力与正向压力成正比。摩擦系数由滑动面的性质、粗糙度和(可能存在的)润滑剂所决定。滑动面越粗糙,摩擦系数越大。物体间的摩擦系数分为两种,一种是滑动摩擦系数, 另一种为最大静摩擦力系数,在数值上,后者略大于前者。因此接触面越大,其对应的摩擦力也就越大, 那么端子与线缆之间的保持力也就越大。因此为了确保端子的稳定性,尽量不能让压接面上有间隙;
材料的抗拉强度σ是金属材料在拉力作用下抵抗破坏的最大能力,表示材料经过屈服阶段后进入强化阶段后随着横向截面尺寸明显缩小在拉断时所承受的最大力(Fb)),所以也称为抗拉强度或者强度极限(σb),单位为 N/mm2(MPa)。因此不同的材料,σ也是不同的,其公式(6)如下:
σ=Fb/So---------------- 公式 6
σ:抗拉强度;
Fb--试样拉断时所承受的最大力,N(牛顿);
So--试样原始横截面积,mm2
所以导体在拉力变形时,截面积 So 越小,那么所承受的拉力 Fb 当然也就越小;通过以上原理,我们可以知悉,压接过程中的机械和电气性能变化如下:
1. 未压接时,截面积So最大,电气性能最差:导体间刚开始相互接触,导通电阻最大,承载电流能力最小,同时端子保持力的机械性能也最差;
2. 压接时间隙减少,随着导体的接触面逐渐增加,压接处的导通电阻减少,虽然压接截面So的减小会降低其承载电流,但是总的承载电流能力依然增加。此时端子与导体的摩擦力 f(c)增加,但是同时导体的抗拉断力Fb 也在逐渐减小;此时 f(c)≤Fb,其机械性能是增加的;直至 f(c)=Fb 时 F 达到最大值;此时的失效模式是导线被整体从端子上拉脱;
3. 当承载电流能力达到最大值时,(此时的间隙可能为零,也可能不一定为零),再继续加压,直到间隙完全消失时,此时的端子保持力也达到最大,此时的电气性能可能也是最大,也可能早已开始下降了;
4. 再进行过度压接时,So继续变小,截面积的承载电流能力降低大于导体间电路增加时的承载电流能力,此时电气性能继续下降;同时 Fb也急剧减小,当Fb<f(c)时,机械性能降低。此时的失效模式就是导线尾端被拉断,而头部依然保留在端子里;
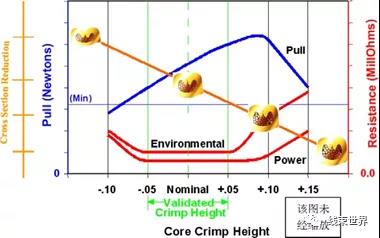
拉力测试仅代表机械性能,而不能代表好的电气性能。过高的和过低的压缩比例都能导致差的电气性能或差的机械性能。通常最佳的电气性能位于拉力-压接高度曲线(参考图 8)偏紧的那一边。
图(8)典型的机械/电气性能-压接高度曲线
我们要管控截面积和间隙的原因:间隙的存在会导致无法准确知悉和确定其间隙的大小,也无法知悉最终的实际压缩比,截面积大小与过电流的承载能力。
第五节:确定截面积压缩比标准
如上所述:要确保电气和机械性能,其核心还是回到了压接后的截面积上的管控:
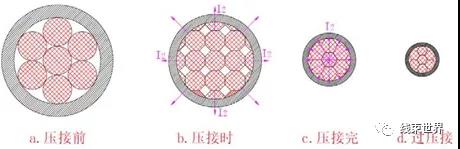
虽然现实中,线缆中的每根导体的实际压接效果呈现非规则的蜂窝状,是无法一一衡量和确认的, 但是可以将其按照理想化的变形成一个规矩的标准几何外形,再以此来折算出其对应关系:
1. 截面积尽量最大化:因为是压接压缩变形,所以可以按照圆内切正多边形来甄别和考量;
众所周知,我们当前的正多边形中,随着圆内切正多边形的边数增加,即直边越来越接近对应的圆弧,当达到极限时就和圆重合了。因此:
定理 1:边数增加时其单位圆的有效利用面积越大;
最少的直边数为 3,因此面积利用最小的也就是正三角形。所以单位圆的内切正多边形的有效面积利用率在 41.45%~100%;
2. 相互之间实现无间隙匹配;
2.1 根据几何知识和下面的图形,我们可以知悉:
α=[180+180*(n-3)]/n 公式 7
α:正多边形的单个夹角;
n:边数量;且 n 为>2 的正整数;
2.2 而且如果想让正多边形的空间利用率最大,那么最后的等分数量就一定是个整数;否则,就一定会有间隙存在;理论上就是一个环周圆心角对于每个正多边形单个夹角的等分。如果能等分,那么空间利用率就能达到最大,否则就一定是会有间隙的。所以:等分数量 K 的公式为:
K=360n/[180+180*(n-3)]--------------- 公式 8
K:等分数量;
n:边数量;且 n 为>2 的正整数;
根据以上信息:
2.2.1 可以直接随意推算出任意正多边形的单边角度以及确认其是否能等分;
2.2.2 理论上圆心角的最大度数不能超过 180°(达到此角度,则该点两侧的线段就组成了一个直线段),因此这样类型的正多边形也是不在考虑范围。
2.2.3 同理,因此角度大于 180度的钝角正多变形同样也不在研究范围;
2.2.4 使用 360反向整除法来筛选哪些数据能被整除,以此来确定圆心角,如下:
1,2,3,4,5,6,8,9,10,12,15,18,20,24,30,36,40,45,60,72,90,120,180,360;
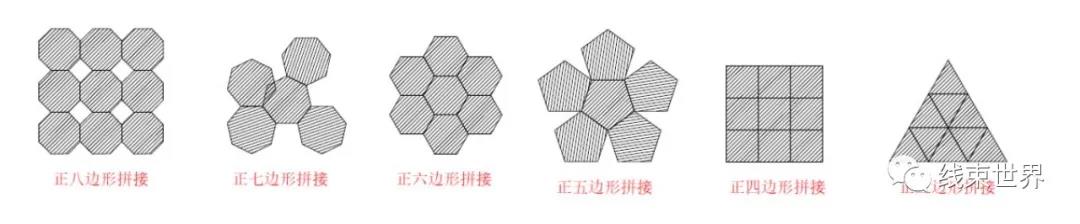
如表 1 所示,是从边数从少到多的常见几个图形拼接情况:
表 1:
实际对应的拼接效果如图 6 所展示:
图(9):几种常见正多边形拼接图
2.2.5 根据以上信息进行汇总可知,能满足以上所有条件的,只有这三种图形满足:正六边形, 正四边形和正三边形:三种结构的空间利用率可以达到 100%;
2.2.6 根据定理 1,正六边形的单位圆有效利用率 82.74%最大;以此为基本标准和目标值;综合前面内容进行整体压缩比评估:
1. 当端子材质硬度远高于线缆导体时,极限定义其变形量为 0,则整体压缩比η=(100%+82.74%)/(100%+100%)=91.37% Max;
2.当端子材质硬度远低于线缆导体时,端子的变形量远大于线缆导体;虽然在理论上,这个数据是可以无限小的,但是在标准中,对于端子料厚的定义一般为 50%~75%;(如VW60330中的压接厚的料厚不能低于端子初始厚度的 75%,而 QC/T29106-2014中定义为 50%);
因此,按照 VW60330的标准:压缩比η=(75%+82.74%)/(100%+100%)=78.74%;按照 QC/T 29106 的标准:压缩比η=(50%+82.74%)/(100%+100%)=66.37%;如果端子与线缆导体变形量均为 82.74%,且该变形量也同时满足标准需求,则η=82.74% ;
根据数学知识可知,最终的压缩比η与单体物料的压缩比的关系如下:
η1<η<η2 公式 9
η1:硬度较硬的材料1的单独压缩比,可以为端子和线缆的任意款;
η2:硬度较软的材料1的单独压缩比,可以为端子和线缆的任意款;
所以,只要定义了η1 和η2 就框选了η的范围了;当然以上是将端子和线缆的面积统一后的简化计算。根据以上信息和数据可知:压缩比的数据范围就是在 66.37% Min~91.37% Max,中心值为 82.74%AVG;
在实际中的绝大部分情况,端子和线缆导体的材质一般是同系列或者同类别的物料,因此两者的变形量也就不可能出现其中某一种物料未变形的情形。虽然在微观上,因为材料特性和结构上的细微,两者材料各自的变形会有所不同,但是常见使用的材质基本为同款/同系列。因此其各自的压缩比基本也是围绕 82.74%这个标准;众所周知,在考虑成本与导电性能综合因素的前提下,端子大部分情况下都是选用韧性好,可塑性强,导电强的 T2 紫铜,黄铜或者磷青铜等铜材质以及紧跟其后的铝合金(导电性能低于铜,但是重量更轻),而线缆材质也是电解铜,即高纯度铜或者对应匹配铝合金端子的铝丝。所以两者材质的主料还是铜系列的材质。因此常规类似结构下,根据以上理论,两者收缩变形率差别不大。这也是为什么η一般定义在 80%左右的原因。当然当端子的材质或硬度发生变化后,趋向于更加硬或者更难变形压缩的时候,则相同情况下,其压缩量会降低,压缩率就会偏高于80%。与此同时,铜丝的压缩率会相应地降低;
3. 我们知悉,现实的实际情况有着非常多的诸多因素均会影响着这个数据,因此不管是本文的初级理论,还是更高级的 CAE模拟,这些周边的因素是无法完全将其全部考虑进来,并运用到分析中。因此理论模拟数据和实际数据是有一定的误差。再加上考虑到外界的设备的稳定性等诸多方面造成的偏差因素,将理论压缩比η其进行取整,就将 82.74%近似调整为 80%作为中心值。而上限同理如此调整为90%。单边公差就是 10%,所以压缩比就基本确定为 70%~90%,就是这个数据标准的由来;这也是整体压缩率一般定义的原因在此。
4. 同时也需要务必清晰:这个标准一般只是针对端子压接口与线缆导体匹配,导体能完全填充压接点前提,而对于非常规和或者非标准的压接则不合适,比如单凸点压接;
第六节:视觉检查与分析
虽然有着前面的这一系列的各种数据和理论存在,并定义出了标准。但也如前文所说,依然有很多非主要的因素存在而无法一一考虑其中;而标准仅为理论值,是根本无法与实际完全一致的。所以也就出现了以下情况:
某些压接的压缩比已经达到了80%,理论上是已经满足压缩比的标准,但是某些压接的剖面会发现仍然会有空洞产生,这在机械性能上是有风险的。而对于其他某些端子,则截面完全紧密无间隙了。所以压缩比也就不在是检测和确认端子压接合格的唯一标准;此时就引入另外一个检验手段:视觉检测。
两种方法的优缺点对比如下:
<td style="height: 25px; width: 45.6017%;" align="center" vali