
服务热线
国家级高新技术企业,拥有多层次的研发团队,覆盖研发、试制、生产。
摩擦焊接介绍
我们经常在寒冷的天气里搓手,随着搓手速度的加快,手会变得暖和起来。这是由于机械摩擦和您在摩擦过程中施加的力而发生的。想象一下,如果两个金属物体在向金属物体施加压力的情况下高速相互摩擦会发生什么。是的,你是对的; 它导致在界面处产生大量热量。摩擦焊利用这种热量在界面处锻造两种金属的接头(聚结),所使用的压力取决于要连接的金属。这就是摩擦焊的原理。
摩擦焊是固态焊接,因为当两种金属都处于固态时就会发生焊接。由于摩擦焊接不涉及熔化,因此焊接接头可以更好地描述为“锻焊”。因此,您可以将摩擦焊接 (FRW) 定义为一种固态焊接过程,焊接是在压力下进行的,并使用摩擦产生的热量。
摩擦焊的主要先决条件之一是要接合的工件必须具有方形且机加工光滑的表面。当我们用肉眼看到加工过的表面时,它看起来很光滑,但实际上,光滑的表面包含非常微小的凸起,这些凸起称为凹凸不平。当两个金属工件相对运动(摩擦)时,界面处的凹凸相互作用,产生摩擦(由于相对运动的阻力)。界面处的凹凸不平之间的相互作用产生摩擦热。产生的热量导致金属软化(塑性状态)。当处于软化状态时,施加在工件金属上的轴向压力会混合金属以形成结合或焊接。
此过程具有三个因素或参数:
有不同的 FRW 工艺,每一种工艺都不同。但是基本的工作原理和要求还是一样的,下面解释一下。
应准备好两种工件金属,使其具有光滑的方形表面。工件安装在机器上,一个是静止的,一个是运动的(运动可以是旋转的,也可以是往复的)。移动的工件高速旋转或往复运动。开始时,两个工件在界面处接触,在这个阶段,对工件施加一点压力。这通过抛光作用清洁界面表面。
现在,静止工件上的压力增加,它被推向旋转或往复运动的工件。这导致在界面(接触面)处产生高摩擦热。这一直持续到达到塑性形成状态。当接触面发生塑性成形时,旋转或往复运动停止,工件受压直至形成焊缝。如果需要,可以增加压力。
不同类型的摩擦焊接工艺是:
1.旋转摩擦焊。
2.惯性摩擦焊。
3.线性摩擦焊接 (LFW)。
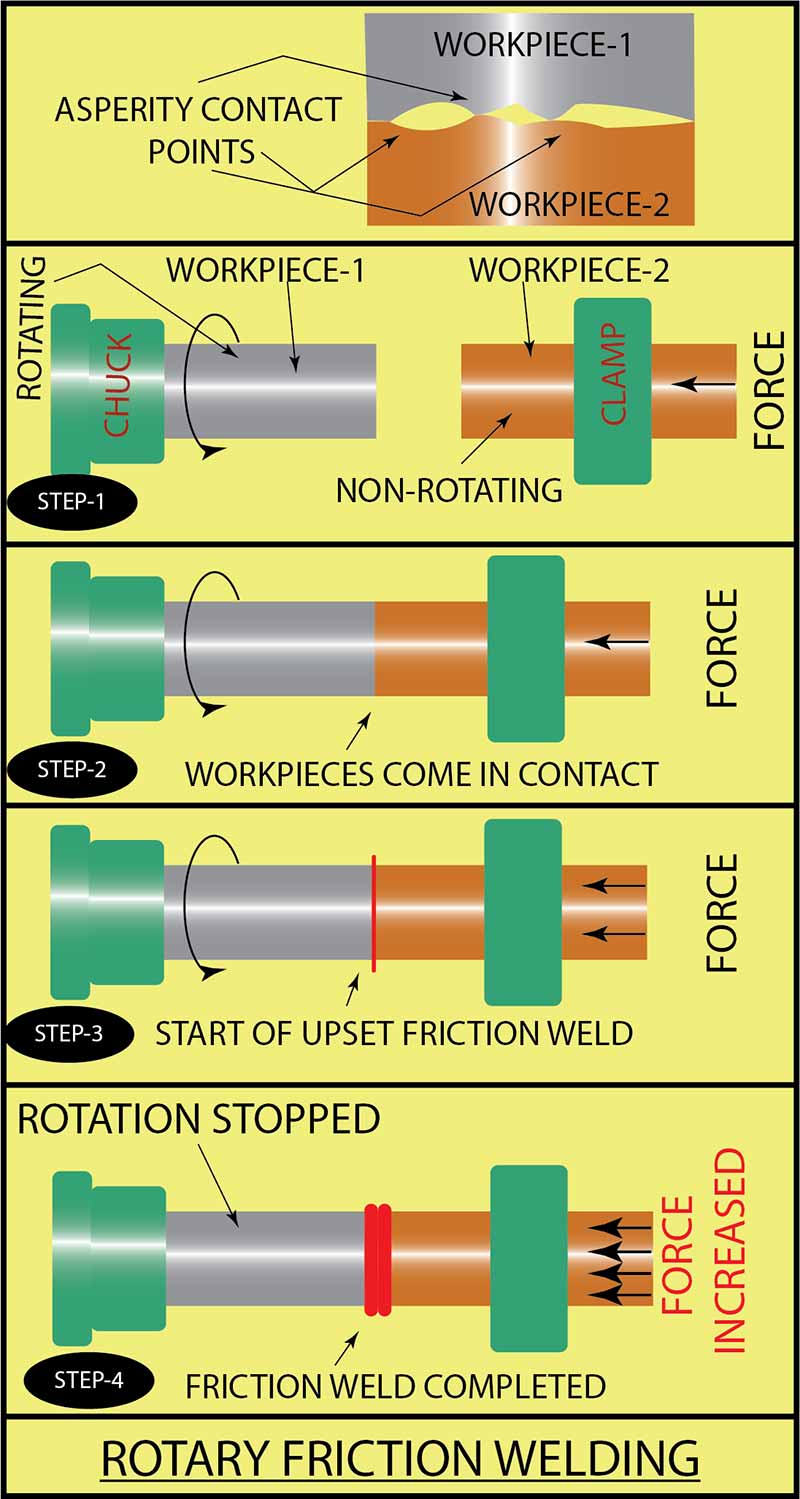
如上图所述,旋转摩擦焊接通常是通过将工件金属安装在水平轴上来完成的。但是,也可以有机器在垂直轴上执行此操作。旋转 FRW 发生在以下步骤:
摩擦焊已用于焊接直径达 100 毫米或更大的钢筋和外径达 100 毫米的管道。旋转式FRW用于焊接铜铝电气连接件、涡轮轴、活塞杆、汽车轴、刀具等,工件一般为圆形截面。然而,工件之一可能具有不同的横截面。
可以目视检查摩擦焊。焊接时会在工件外围形成飞边,飞边的多少取决于焊缝金属和焊接参数。从接头处直接伸出的闪光可能表示非常高的速度或较低的压力,或较短的焊接时间。从焊接接头向后卷曲的毛边表明焊接时间非常长,焊接压力非常高。
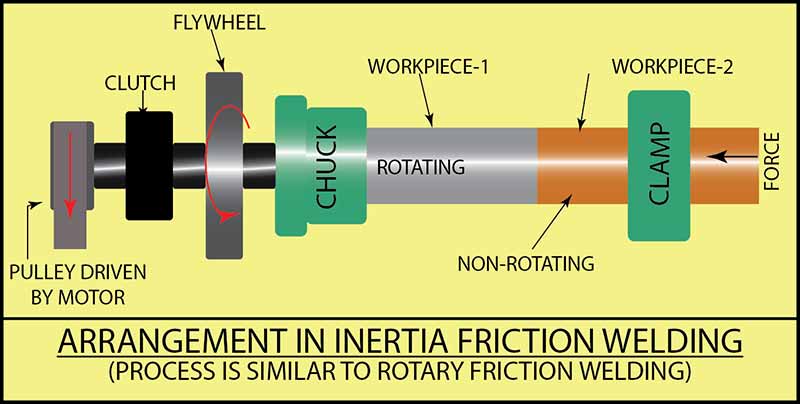
由于加热和冷却时间短,惯性焊接的热影响区(HAZ)很窄。所有这些都使惯性焊接成为首选工艺。惯性焊接的关键因素是飞轮质量、转速和施加的轴向压力。
惯性FRW的优点
惯性 FRW 的限制
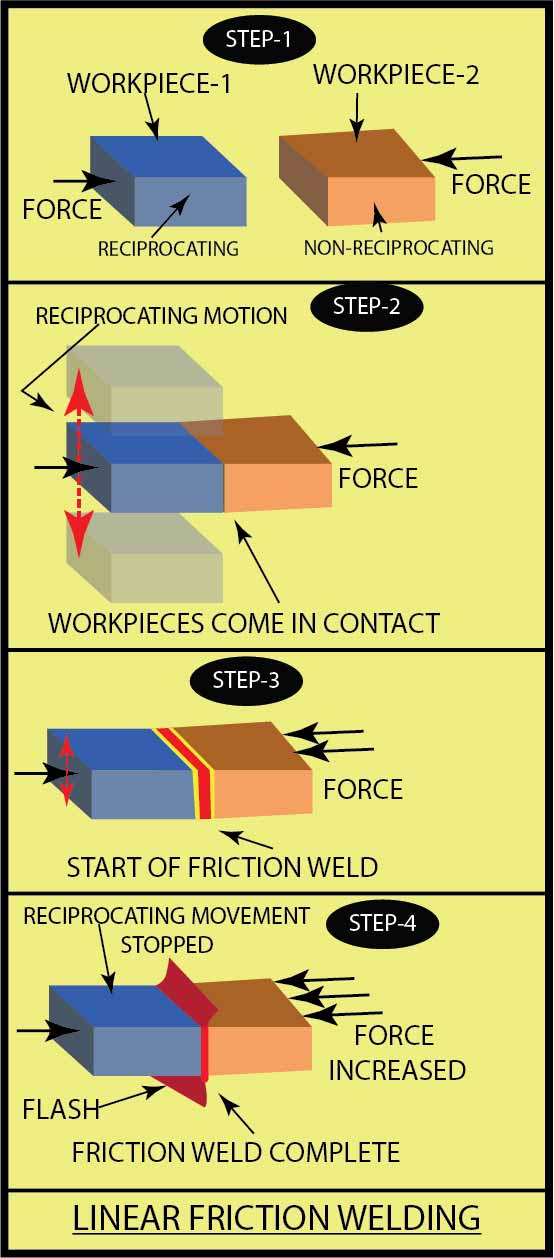
直线摩擦焊机可以是立式或卧式结构。线性 FRW 类似于旋转 FRW,可以通过以下步骤进行解释:
LFW 工艺通常用于连接金属,但甚至塑料和木材也已使用此工艺连接。
LFW的应用
摩擦焊的变化
FRW 的不同变体是:
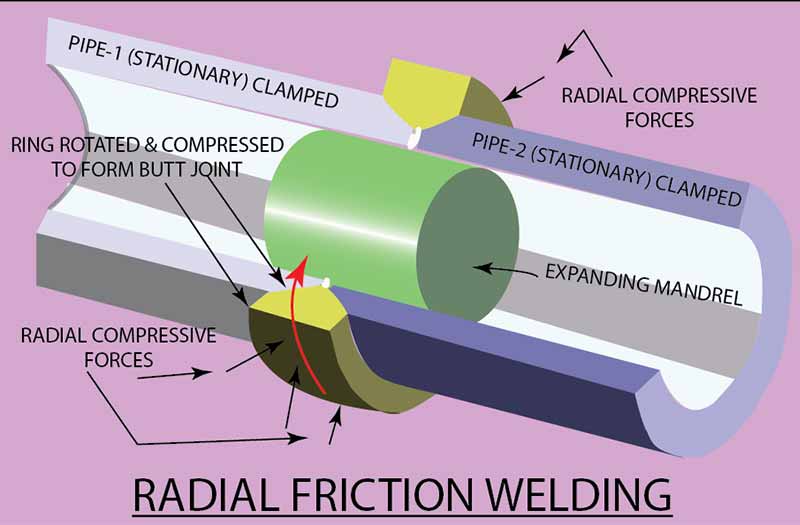
径向摩擦焊 (RFW) 是摩擦焊的一种变体,用于连接两个长管。在传统的摩擦焊接中,需要将一根管子旋转到一般的摩擦热。然而,在 RFW 中,两个管道都保持静止。每根管子的一端准备好进行全深度 V 型槽对接焊或 3/4 深度。V型槽对焊。两个管段牢固地相互对接,并将一个实心斜面环推到 V 形槽准备上。遵循的技术是:
高速旋转斜面环并在环上施加径向压力。为防止焊接接头塌陷和焊缝金属冲入管孔,可在焊接接头处插入实心或可塌陷的心轴(插入管中)。旋转的实心斜面环与两管的界面因摩擦热而塑性变软,径向力将实心环推入V型槽中,焊接完成。
轨道摩擦焊与旋转摩擦焊工艺相似;然而,在这个过程中,两个工件以相同的速度向同一方向旋转,但它们的轴是偏移的(大约 3 毫米)。两个工件在压力下接触。
当产生足够的摩擦热且接合面为塑料时。软状态,工件的旋转运动停止,工件被带到同一轴(机器的公共轴)。通过保持相同的压力或必要时增加压力来摩擦焊接工件。
轨道焊接方法可用于旋转和线性摩擦焊接。轨道摩擦焊有助于焊接非圆形工件。
3.摩擦堆焊
摩擦堆焊过程是摩擦焊接的一个分支,使用该过程,可以在母材(基材)上涂覆所需材料的涂层。在这里,一根涂层材料棒与母材接触并以高速和高压旋转。由于摩擦热,涂层金属转变为塑性状态并涂覆在基体金属上。(涂层材料的)棒沿着基底金属表面移动并涂覆所需的区域。
注意:这些摩擦焊变体可能仍处于开发阶段,尚未商业化。
4. 搅拌摩擦焊
搅拌摩擦焊 (FSW) 是 FRW 工艺的一种变体;FSW发展的原因解释如下:
一些铝及其合金(2024、7050 和 7075)由于具有脆性树枝状结构和微孔以及较差的机械和疲劳性能,因此难以通过摩擦焊工艺进行焊接。所述金属还遭受熔池中合金元素的损失和热影响区的强度损失。为了克服这些问题,焊接铝合金的方法之一是搅拌焊(其他方法有电子束焊接和激光束焊接)。
搅拌摩擦焊 (FSW) 使用非消耗性工具来产生摩擦热和焊接。高速旋转的非消耗性刀具插入两个工件金属的界面。旋转刀具运动通过界面,工件金属界面处产生的摩擦热使它们在界面处塑性和柔软。旋转工具将两种金属混合并形成焊接接头。
搅拌摩擦点焊 (FSSW)是搅拌摩擦焊的一种应用,此处非消耗性旋转工具插入为搭接接头设置的两个工件金属中并进行点焊。一旦在一个位置完成点焊,它可以移动到下一个位置。
FSW工艺参数:
搅拌摩擦焊 (FSW) 的优点:
搅拌摩擦焊 (FSW) 的局限性:
搅拌摩擦焊(FSW)的应用:
搅拌摩擦焊与熔焊的比较:
|
搅拌摩擦焊与熔焊的比较:
|
||
|
|
摩擦焊 |
熔焊 |
|
1 |
焊缝外观 |
|
|
光滑的 |
不那么光滑或粗糙 |
|
|
2 |
工件变形 |
|
|
非常少(可以忽略不计) |
有时非常重要。 |
|
|
3 |
消耗品和保护气体 |
|
|
不需要。 |
必需的。 |
|
|
4 |
环保? |
|
|
是的 |
不 |
|
|
5 |
热辐射和有害烟雾? |
|
|
不 |
是的 |
|
|
6 |
设备成本 |
|
|
高的 |
对于大多数熔焊工艺,低到中等。 |
|
|
7 |
耐腐蚀 |
|
|
好的 |
不如摩擦焊好 |
|
|
8 |
焊接成本 |
|
|
中等 |
高的 |
|
|
9 |
焊工安全 |
|
|
焊机不会暴露在热辐射和有害烟雾中。 |
焊工暴露在热辐射和有害烟雾中。 |
|
摩擦焊设备取决于您的需要。如果您只需要小批量的摩擦焊零件,那么您可以考虑使用车间中的一台旧机器进行摩擦焊。考虑一下您的旧车床;它有一个旋转夹头或夹头,用于夹持旋转工件。另一个工件可以固定在尾座中。对于小直径棒材(小于10mm)的摩擦焊,可以通过手动转动尾座手轮来施加轴向压力。您的车床可以随时停止旋转运动。
对于中等尺寸(直径)的杆,您可能需要制作一个特殊的夹具并将其安装在尾座的位置。这种特殊的夹具将有一个装置,可以牢固地固定静止的工件,并通过液压将其移向旋转的工件。可摩擦焊工件的最大直径取决于车床的尺寸和刚性。同样,铣床也可用于摩擦焊接。
注意:在车床或铣床上进行摩擦焊之前,请研究您的机器状况,与在机器上工作的操作员讨论,然后确定您可以安全地摩擦焊的最大直径是多少。
如果您有CNC立式加工中心,您可以与机器制造商讨论是否可以安全地用于搅拌摩擦焊而不影响其精度。但是,对于生产要求较高,并且要求始终如一的质量和生产率的制造商,市场上有专用的摩擦焊机。下面对其中一些进行简要说明。
CNC控制的旋转FRW机器。
机器左侧有驱动装置和夹头,用于安装旋转工件。机器右侧有自定心夹具,用于牢牢固定不旋转的工件。非旋转工件将移向旋转工件。
该机器具有CNC(计算机数字控制)系统,可以将程序输入其中。该机器具有施加液压的装置。该机器具有伺服电机、滚珠丝杠等所有高科技功能。该机器具有内置单元,可在电阻焊完成后立即进行闪光处理。可以有机械手来自动装卸工件。干净的工件从机器中出来,经过适当的摩擦焊接和飞边去除。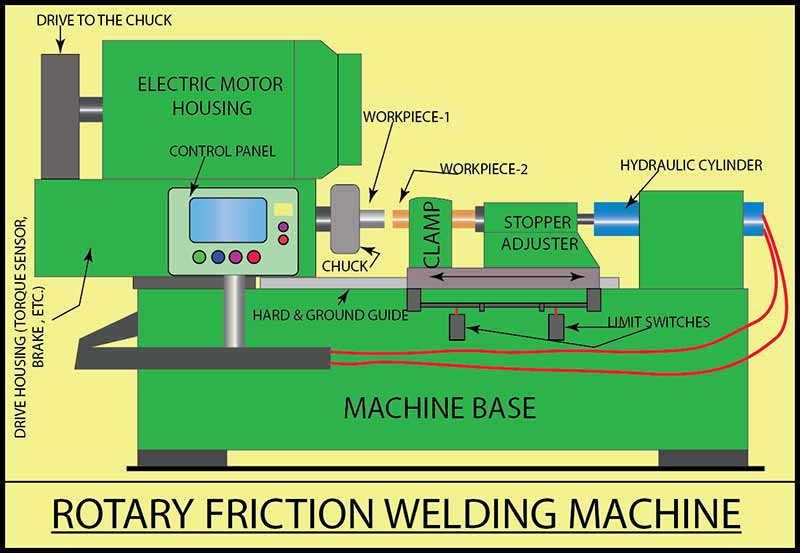
可接合的异种金属有钢与不锈钢、铜与不锈钢、铝与不锈钢、铝与铜、铝与铝、铜与铜。这些机器可以具有 8 至 125 吨的名义锻造载荷。焊接能力范围从 4 毫米直径到 145 毫米直径(为了规范,考虑的材料是低碳钢)。
制造商可以制造具有特殊功能的机器,例如双主轴旋转摩擦焊接机,可以同时将工件 1 和工件 3 摩擦焊接到中心夹紧的工件 2。
搅拌摩擦焊(FSW)机
如果您的生产要求非常高,您可以选择专用的 CNC 控制的 FSW 机器。CNC FSW 机器看起来像一个立式加工中心,工作原理类似,唯一的例外是它是焊接而不是加工。
还有另一种选择。如果您已经拥有立式加工中心(3、4 或 5 轴),您可以探索并选择适用于您的 CNC 机床的搅拌摩擦焊头。这将使您能够改用加工头并使用加工中心进行加工,或改用 FSW 头并使用加工中心进行搅拌摩擦焊。
直线摩擦焊机
直线摩擦焊机的结构可以是卧式或立式。该机器的特点可以与旋转摩擦焊机相似,只是其中一个工件是往复运动而不是旋转运动。
摩擦焊的强度有多大?
在大多数摩擦焊接工艺中,焊缝的强度将等于或大于被焊接的两种工件金属中较弱者的强度。必须遵守指定的焊接参数以实现强度的一致性。
人们对摩擦焊件进行了拉伸、弯曲等各种试验,发现零件的失效发生在母材而不是摩擦焊缝。这有力地支持了我们最初的陈述,“焊缝的强度将等于或大于被焊接的两种工件金属中较弱的强度。”
摩擦焊用于焊接两种韧性金属或一种韧性金属与硬化金属或其他组合。两种韧性金属焊接形成的焊接接头和韧性金属与硬质金属焊接形成的焊接接头不会具有相同的强度。
摩擦焊工艺的优缺点
好处:
限制:
FRW的应用
摩擦焊接零件用于各种工程行业,即。航空航天、农业、汽车、石油和炼油厂、国防、海洋、造船等。
结束语
与熔焊工艺不同,摩擦焊是焊接工艺的最新补充。摩擦焊是固态焊接,环保。目前有许多摩擦焊接工艺正在开发中。所有这些都使摩擦焊成为未来的焊接工艺。
产品分类: 铝合金软导体 (五类)、铝合金实心导体 (一类)、 铝合金电缆/线束、铝合金线杆、铝加工熔铸装备、
友情链接: 线束世界 | 索比光伏网 | 长江有色金属网 | 线束中国 | 北极星太阳能光伏网 | Google | 百度 |
Copyright 2020-2025 粤ICP备11028559号-1 集团邮箱 技术支持:青禾创意

